<镇原>(当地)钢结构钢结构件专业完善售后的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:镇原<镇原>(当地)钢结构钢结构件专业完善售后的图文介绍
钢结构钢结构件专业完善售后")
钢结构钢结构件专业完善售后")
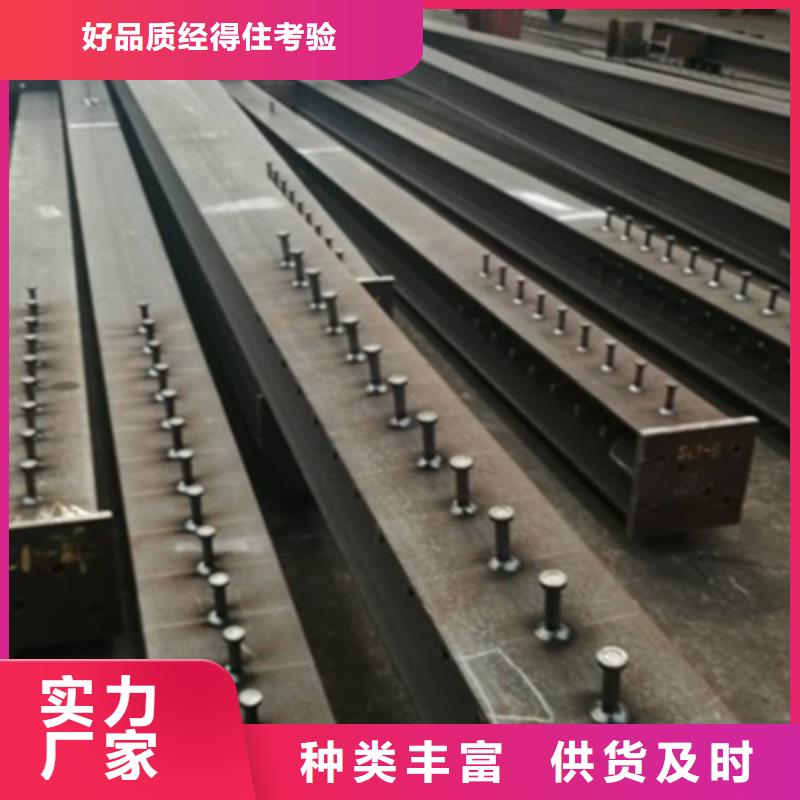
四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
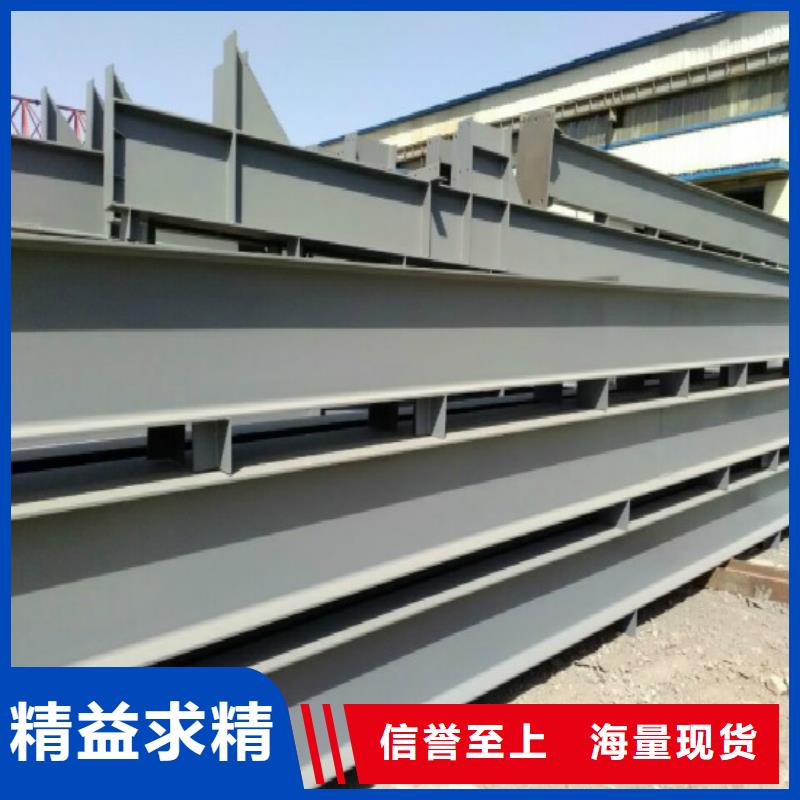
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
钢结构钢结构件专业完善售后")
钢结构钢结构件专业完善售后")
钢结构钢结构件专业完善售后")
一名钢铁集团有限公司位于“【TMY紫铜排、】之乡”的镇原,公司拥有一支从事【TMY紫铜排、】产品研发、设计、制造的技术队伍,技术力量雄厚。
公司长期专注于【TMY紫铜排、】设计制造,以“产品就是人品”、“真材实料“为行为准则,建立起完善的质量管理体系,以精密制造、精细管理、精心服务赢得了国内外市场信赖。 在用户心目中树立了高品质【TMY紫铜排、】重服务的形象。
公司恪守“用心管理,精心制造,放心使用,热心服务”的质量方针,坚持以诚取信、以人为本,俱荣同生、合作共赢原则,与客户共同发展,共创辉煌!
钢结构钢结构件专业完善售后")
钢结构钢结构件专业完善售后")
为了焊接方便,保证焊接质量,尽量将立柱、横梁上的加强筋板、连接板、垫板、挑梁(梁)等在地面钢平台上按施工图尺寸进行组对焊接。
在钢平台上预制的钢构件除按施工图和规范要求制作组装外,还应考虑现场安装的工艺性和安装尺寸的变化。
根据行业发展状况,海洋石油工程装备、钢结构住宅、钢结构桥梁等三个领域的发展应当引起 有关主管部门的关注,如果受到重视和政策鼓励,完全可以实现产业倍增的目标。
海洋石油的产量在2015年要达到1亿吨,海洋工程装备企业的目标是要为深海1500米~3000米的开采提供大量装备,产业水平及规模必须提高;钢结构住宅符合绿色环保、节能减排和循环经济政策,其工业化、标准化的钢结构住宅产品具有广阔和无限的市场空间;全国59万座公路桥梁中钢结构桥梁不足1%,铁路系统高速发展,新建线路以桥代路,80%均是预应力钢筋混凝土桥梁。而钢结构桥梁在日本占到41%,美国占到33%,由此可见我国钢结构桥梁的市场需求和产业发展与发达 还有很大差距。
中国钢结构产业在近10余年期间发展迅速,已成为全球钢结构用量 、制造施工能力最强、产业规模 、企业规模 的钢结构大国。
钢结构钢结构件专业完善售后")
钢结构钢结构件专业完善售后")
钢结构钢结构件专业完善售后")
7、无损探伤是在不损坏工件或原材料工作状态的前提下,对被检验部件的表面和内部质量进行检查的一种测试手段。
常用无损探伤方法:
超声波探伤:利用超声能透入金属材料的深处,并由一截面进入另一截面时,在界面边缘发生反射的特点来检查零件缺陷的一种方法,当超声波束自零件表面由探头通至金属内部,遇到缺陷与零件底面时就分别发生反射波来,在萤光屏上形成脉冲波形,根据这些脉冲波形来判断缺陷位置和大小。
射线探伤(X射线、γ射线):利用射线穿透物体来发现物体内部缺陷的探伤方法 。
磁粉探伤:是用来检测铁磁性材料表面和近表面缺陷的一种检测方法。当工件磁化时,若工件表面有缺陷存在,由于缺陷处的磁阻增大而产生漏磁,形成局部磁场,磁粉便在此处显示缺陷的形状和位置,从而判断缺陷的存在。
8、零部件加工的程序:准备工作、矫正、放样、切割、弯曲、制孔、组装、焊接、检测、除锈、涂装。
9、 金属表面除锈方法有:手工处理、机械处理、化学处理和火焰处理四种。
(1)手工处理
手工处理主要用铲刀、钢丝刷、砂布、断钢锯条等工具,靠手工敲、铲、刮、刷、砂的方法来达到清除铁锈,这是漆工传统的除锈方法,也是最简便的方法,没有任何环境及施工条件限制,但由于效率及效果太差,只能适用小范围的除锈处理。
(2)机械除锈法
钢结构钢结构件专业完善售后")
 扫一扫
扫一扫